скульпторов. Опекушин, Лаверецкий, Чи
жов, Любимов, Шредер трудились не за
страх, не за рубль, состязаясь со стремитель
но утекающим временем. Одна за другой
возникали в их мастерских полутораметро
вые фигуры князей и полководцев, музы
кантов и митрополитов.
На отливку памятника в стране также был
обьявлен конкурс. Престижный государ
ственный заказ оспаривали все лучшие
литейные фабрики. Победили петербургские
фабриканты Никалье и Плинке, поставщики
двора его императорского величества. Они
предложили самые выгодные условия, по
нимая, что изготовление памятника высоко
подымет марку фирмы.
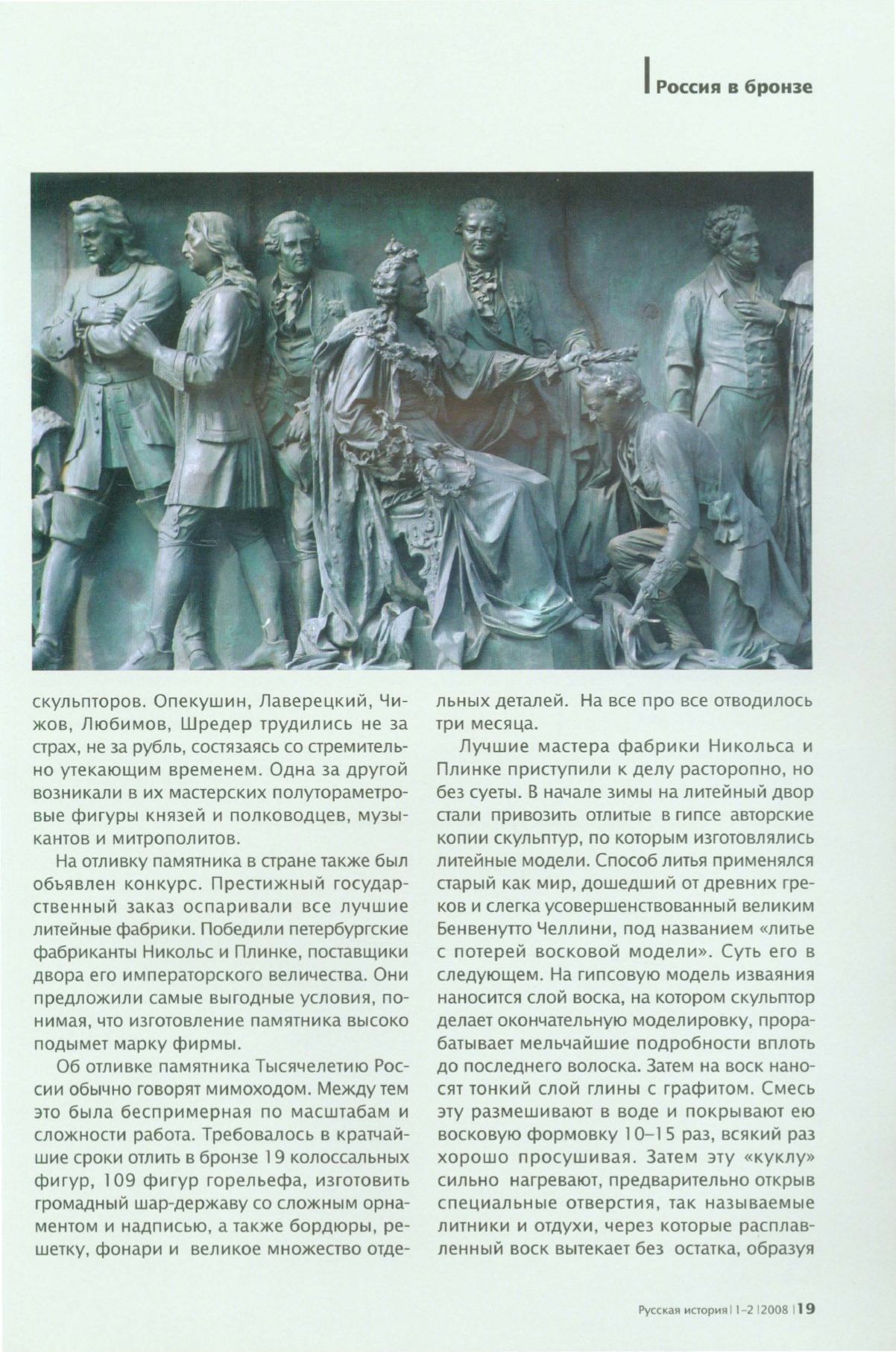
Об отливке памятника Тысячелетию Рос
сии обычно говорят мимоходом. Между тем
это была беспримерная по масштабам и
сложности работа. Требовалось в кратчай
шие сроки отлить в бронзе
19
колоссальных
фигур,
109
фигур горельефа, изготовить
громадный шар-державу со сложным орна
ментом и надписью, а также бордюры, ре
шетку, фонари и великое множество отде-
1
Россия в брон3е
льных деталей. На все про все отводилось
три месяца.
Лучшие мастера фабрики Никольса и
Плинке приступили к делу расторопно, но
без суеты. В начале зимы на литейный двор
стали привозить отлитые в гипсе авторские
копии скульптур, по которым изготовлялись
литейные модели. Способ литья применялея
старый как мир, дошедший от древних гре
ков и слегка усовершенствованный великим
Бенвенупо Челлини, под названием «литье
с потерей восковой модели». Суть его в
следующем. На гипсовую модель изваяния
наносится слой воска, на котором скульптор
делает окончательную моделировку, прора
батывает мельчайшие подробности вплоть
до последнего волоска. Затем на воск нано
сят тонкий слой глины с графитом. Смесь
эту размешивают в воде и покрывают ею
восковую формовку
10-1
5
раз, всякий раз
хорошо просушивая. Затем эту «куклу»
сильно нагревают, предварительно открыв
специальные отверстия, так называемые
литники и отдухи, через которые расплав
ленный воск вытекает без остатка, образуя
Русская история
11- 2 12008 119


